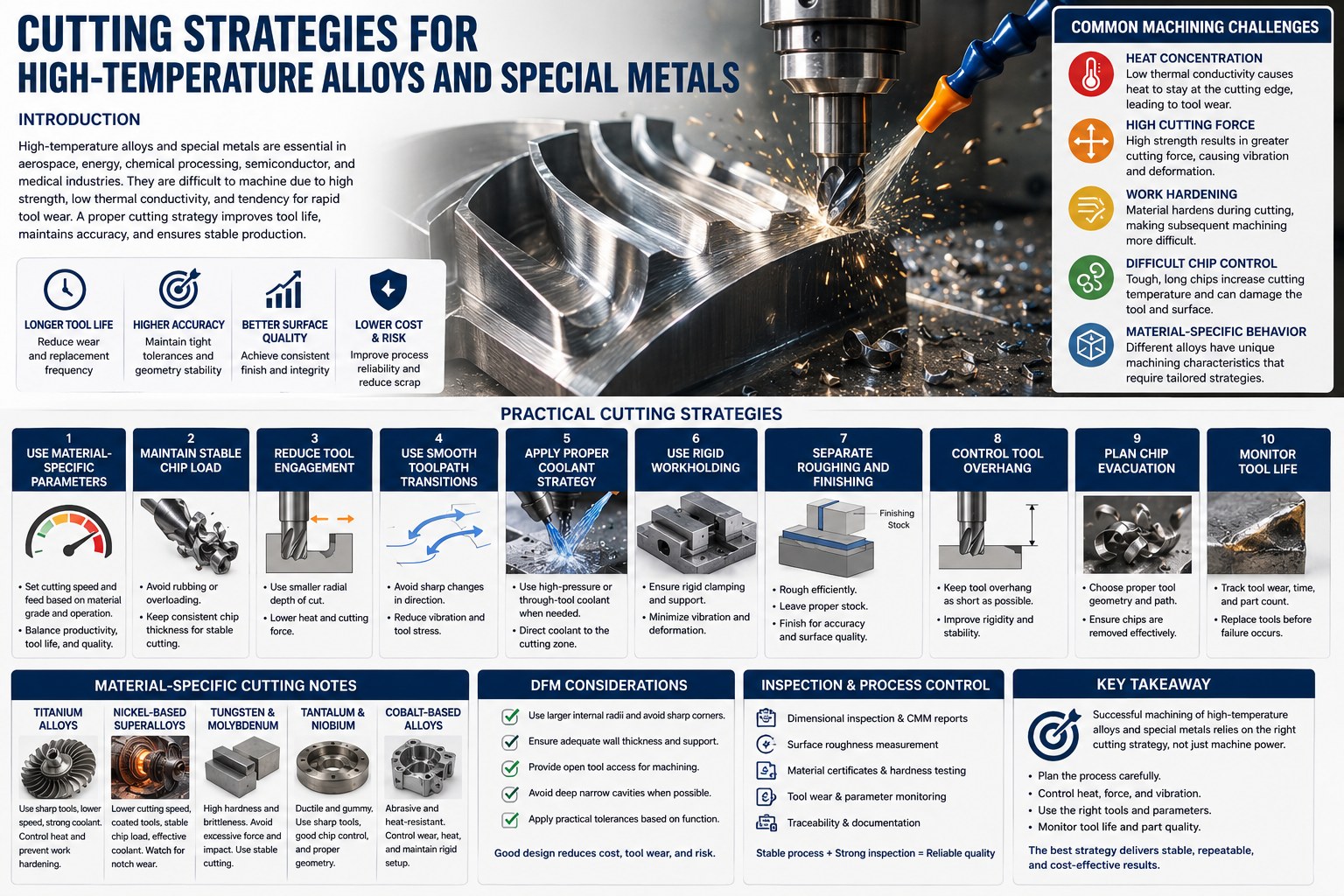
Introduction
High-temperature alloys and special metals are used in demanding industries such as aerospace, energy, chemical processing, semiconductor equipment, medical devices, and advanced industrial systems.
Materials such as Inconel, Hastelloy, titanium, tungsten, molybdenum, tantalum, niobium, and cobalt-based alloys are selected for their strength, corrosion resistance, heat resistance, or special physical properties.
However, these materials are not easy to machine. They often generate high cutting forces, retain heat at the cutting zone, work-harden during machining, or cause rapid tool wear. For this reason, machining strategy is just as important as machine capability.
A successful cutting strategy helps improve tool life, maintain dimensional accuracy, reduce production risk, and achieve stable quality for critical components.
Why Cutting Strategy Matters
For ordinary materials, machining problems can often be solved by increasing spindle speed, changing a tool, or adjusting feed rate. For high-temperature alloys and special metals, this simple approach may not work.
These materials often require a complete process plan, including tool selection, cutting parameters, coolant method, workholding, toolpath design, and inspection control.
If the cutting strategy is too aggressive, tools may fail quickly and part quality may become unstable. If the strategy is too conservative, machining time and cost may become unnecessarily high.
The goal is to find a practical balance between productivity, tool life, accuracy, surface finish, and process reliability.
Common Machining Challenges
1. Heat Concentration
Many high-temperature alloys have low thermal conductivity. During machining, heat tends to remain near the cutting edge instead of spreading into the workpiece.
This can accelerate tool wear, reduce edge strength, and affect dimensional stability.
2. High Cutting Force
Special metals often require higher cutting force than common aluminum or mild steel. High cutting force may cause vibration, tool deflection, workpiece deformation, or fixture instability.
This is especially important for thin-wall components, deep pockets, long parts, and precision features.
3. Work Hardening
Some alloys, especially nickel-based superalloys and certain stainless or cobalt-based materials, can work-harden during machining.
If the tool rubs instead of cutting cleanly, the next cutting pass becomes more difficult. This can increase tool wear and reduce surface quality.
4. Difficult Chip Control
Tough materials often produce chips that are hard to break or evacuate. Poor chip control can damage the tool, scratch the part surface, and increase cutting temperature.
Chip evacuation is especially critical in drilling, slotting, pocketing, and internal machining.
5. Material-Specific Behavior
Different special metals behave differently during machining. Titanium requires careful heat control and sharp cutting action. Inconel and Hastelloy require strong tool wear control. Tungsten and molybdenum may involve brittleness or edge sensitivity. Tantalum and niobium can be gummy and may require special attention to tool geometry and chip control.
A single machining strategy cannot be applied to all special metals.
Practical Cutting Strategies
1. Use Material-Specific Parameters
Cutting parameters should be selected according to the material grade, part geometry, and machining operation.
High-temperature alloys usually require more conservative cutting speeds than easy-to-machine materials. Excessive cutting speed may quickly increase temperature and shorten tool life.
Feed rate should be stable enough to maintain proper chip formation. Too low a feed can cause rubbing and work hardening. Too high a feed can overload the cutting edge.
The best strategy is not simply to cut faster. It is to cut consistently and predictably.
2. Maintain Stable Chip Load
Stable chip load is one of the most important factors in special metal machining.
When chip load is too light, the tool may rub instead of cutting. This creates heat, worsens surface finish, and may cause work hardening.
When chip load is too heavy, cutting force increases and the tool edge may chip or break.
A controlled chip load helps reduce heat spikes, improve tool life, and create a more predictable machining process.
3. Reduce Tool Engagement
For difficult alloys, full-width cutting or heavy engagement can generate excessive heat and force.
Reducing radial engagement can help control cutting load and maintain more stable tool performance. This is especially useful in roughing operations for nickel alloys, titanium, and other heat-resistant materials.
Toolpaths with controlled engagement can reduce sudden load changes and improve tool life.
4. Use Smooth Toolpath Transitions
Sharp changes in tool direction can create sudden cutting force, vibration, and tool stress.
Smooth entry and exit moves, rounded toolpath transitions, and consistent cutting engagement can help protect the cutting edge.
For complex 5-axis or high-value components, toolpath quality can directly affect part accuracy and surface finish.
5. Apply Proper Coolant Strategy
Coolant is essential for most high-temperature alloy machining processes. It helps reduce heat, remove chips, and improve tool life.
For deep holes, narrow pockets, and high-engagement cutting, through-tool coolant or high-pressure coolant may be more effective than standard external coolant.
Coolant should be directed at the cutting zone, not just sprayed generally into the machining area.
6. Use Rigid Workholding
A good cutting strategy cannot work without stable workholding.
High cutting force can cause movement, vibration, or distortion if the fixture is not rigid enough. For thin-wall or complex components, support must be planned carefully.
In many cases, the part should be rough-machined first, then allowed to stabilize before final finishing. Critical dimensions should be machined after the part has reached a stable condition.
7. Separate Roughing and Finishing
For high-temperature alloys and special metals, roughing and finishing should often be treated as separate process stages.
Roughing focuses on removing material efficiently while controlling heat and tool wear. Finishing focuses on tolerance, surface finish, and geometry stability.
Leaving suitable stock for finishing is important. Too much stock increases finishing load. Too little stock may not remove roughing marks or distortion.
8. Control Tool Overhang
Long tool overhang increases vibration and reduces cutting stability. This can cause poor surface finish, dimensional error, and tool chipping.
Whenever possible, tools should be kept short and rigid. Tool holders should be selected according to the operation, required reach, and cutting force.
For deep features, process planning should reduce unnecessary tool length and avoid unstable cutting conditions.
9. Plan Chip Evacuation
Chip evacuation should be considered before machining begins, especially for deep cavities, slots, holes, and internal features.
Chips trapped in the cutting zone can cause secondary cutting, tool damage, poor surface finish, and heat buildup.
Proper coolant pressure, toolpath direction, chip breaker geometry, and machining sequence can all help improve chip evacuation.
10. Monitor Tool Life
Tool life should be controlled during production, not only after a tool fails.
For special metals, sudden tool failure can damage expensive parts and cause delivery delays. Tool wear should be monitored through cutting time, part count, surface quality, dimensional trend, and machine load where applicable.
Preventive tool replacement is often more economical than waiting for failure.
Material-Specific Cutting Notes
Titanium Alloys
Titanium requires sharp tools, controlled heat, and stable cutting force. Coolant delivery is important because heat tends to remain near the cutting edge.
Thin-wall titanium parts need careful fixture design and machining sequence to avoid deflection.
Nickel-Based Superalloys
Nickel alloys such as Inconel 718, Inconel 625, and Hastelloy require strong tool wear control. Lower cutting speed, suitable tool coatings, stable chip load, and effective coolant are important.
Work hardening and notch wear should be considered during process planning.
Tungsten and Molybdenum
Tungsten and molybdenum can be difficult because of high hardness, brittleness, or edge sensitivity depending on material condition.
Cutting strategy should avoid excessive force, sharp impact, and unstable vibration.
Tantalum and Niobium
Tantalum and niobium may be ductile and gummy during machining. Sharp tools, proper chip control, and suitable cutting geometry are important.
Poor chip evacuation can easily affect surface quality and tool performance.
Cobalt-Based Alloys
Cobalt-based alloys can be abrasive and heat-resistant. Tool wear, cutting temperature, and surface integrity should be carefully controlled.
Rigid setup and stable parameters are important for maintaining consistent quality.
DFM Considerations
Good cutting strategy starts with good part design.
For high-temperature alloys and special metals, unnecessary machining difficulty can increase cost significantly. Deep narrow pockets, sharp internal corners, thin unsupported walls, and overly tight tolerances can make the process unstable.
Where possible, engineers should consider larger internal radii, accessible tool paths, practical wall thickness, and tolerance requirements based on real functional needs.
Early DFM review helps reduce tool wear, machining time, scrap risk, and delivery uncertainty.
Inspection and Process Control
Precision machining of special metals often requires strong quality control.
Depending on the part, inspection may include dimensional inspection, CMM reports, surface roughness measurement, material certificates, hardness testing, visual inspection, and traceability documentation.
For critical components, process stability is just as important as final inspection. Tool wear, cutting parameters, fixture setup, and inspection results should be controlled together.
A stable machining process helps ensure repeatable quality from the first part to the final batch.
Conclusion
Machining high-temperature alloys and special metals requires a carefully planned cutting strategy. These materials cannot be treated like ordinary metals.
Successful production depends on proper tool selection, controlled cutting parameters, effective coolant delivery, rigid workholding, optimized toolpaths, chip evacuation, and tool life monitoring.
For high-value industrial components, the best cutting strategy is not simply the fastest one. It is the strategy that delivers stable quality, predictable tool life, and reliable production results.